Case Study: Steel Mill Industrial Oxygen Fire
Highlights
- A catastrophic industrial oxygen fire occurred in a new electric arc furnace at a large steel mill.
- WHA responded immediately, led a joint investigation, identified the root cause, and helped the facility safely and confidently resume operations.
- Hydrocarbon residues and shedding fibers created a preventable ignition hazard at the control valve seat.
- Commissioning best practices, including inert gas startup, are critical in newly assembled oxygen systems.
In 2013, an industrial oxygen fire tore through a new oxygen supply system feeding an electric arc furnace at a large steel mill.
Within minutes, the main control valve had burned out completely, and large portions of the oxygen valve stand and adjacent piping were destroyed.
There were no casualties — a best-case outcome in what could have been far worse — but the property damage was significant. Production at the facility came to an immediate halt, and leadership needed answers before operations could resume safely.
That night, WHA received a call from the company’s CEO.
Within days, WHA had boots on the ground.
Incident Description
The oxygen system involved in this fire supplied an electric arc furnace (EAF) used to produce steel.
In addition to the electric arc itself, oxygen was supplied to burners and lances to enhance melting efficiency and support refining reactions. These systems operate at moderate pressures (roughly 200–300 psig) but at high flow rates. Oxygen demand can fluctuate rapidly during startup and furnace operation.
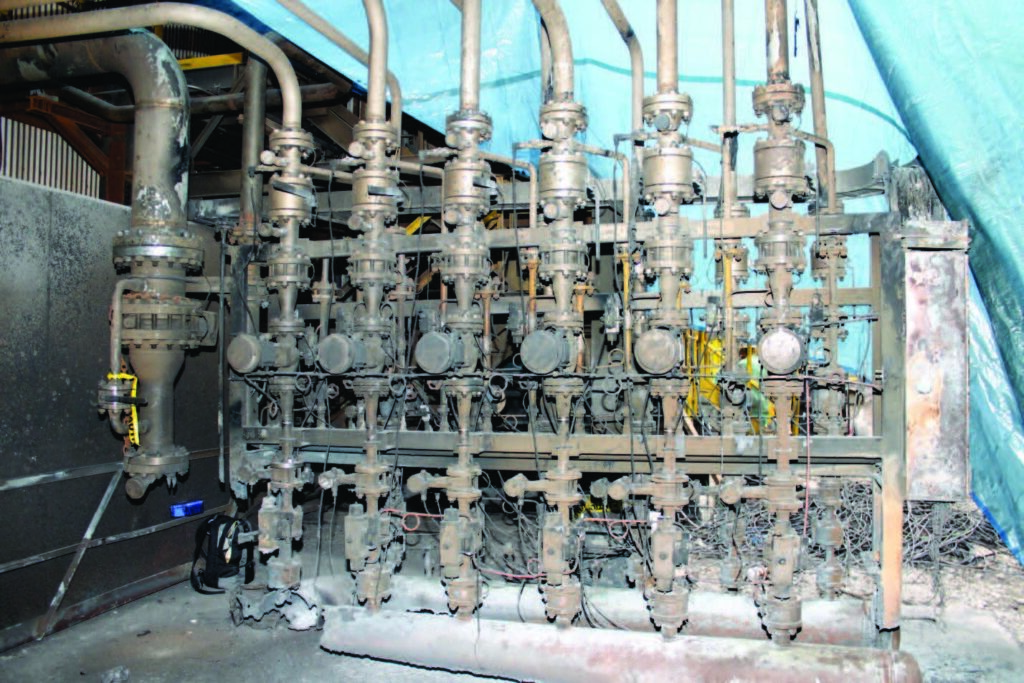
This oxygen supply system included a large valve stand — a panel of piping, valves, and controls that distributed oxygen to the furnace. Near the inlet of this valve stand was a six-inch segmented ball control valve.
That valve became the point of origin.
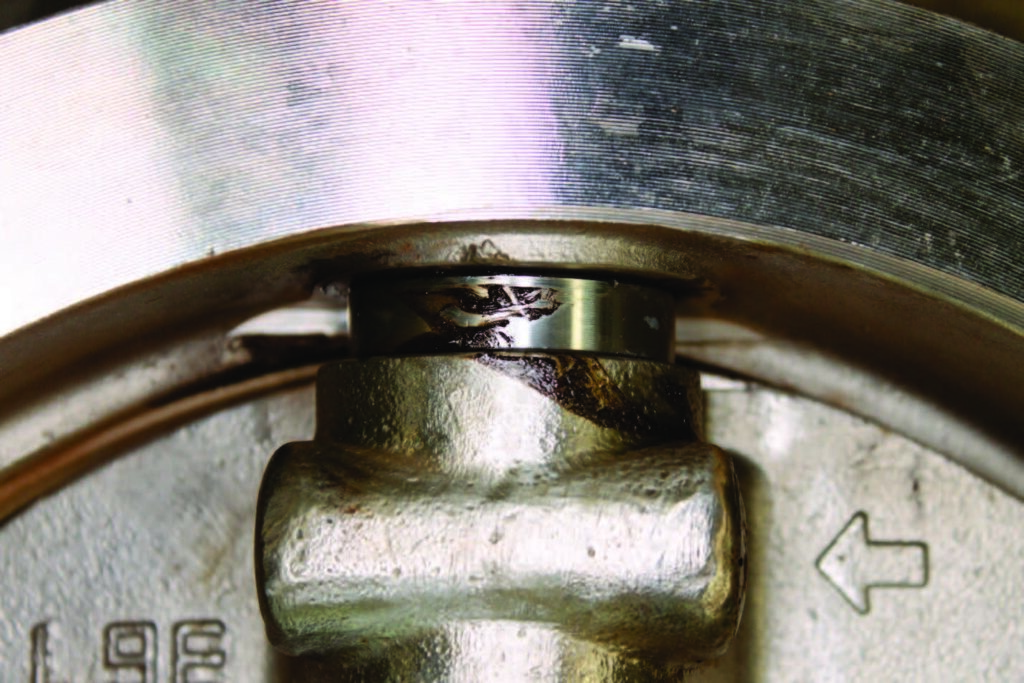
During early operational use of the system, pressure oscillations and flow instability occurred in the oxygen manifold. Control behavior was not yet fully stable. Then, at approximately 2:08 PM, a fire initiated internally at or near the upstream seat of the main control valve.
The fire progressed rapidly through the valve assembly, breaching the pressure boundary and propagating downstream.
Oxygen flow could not be remotely isolated downstream of the supply plant, so the facility had to shut down oxygen at the plant level, and it took several minutes to fully stop the flow.

Root Cause: Cleanliness and Contamination
WHA’s failure investigation ultimately revealed a preventable root cause: unacceptable oxygen cleanliness within the valve stand assembly. There were two types of notable contamination:
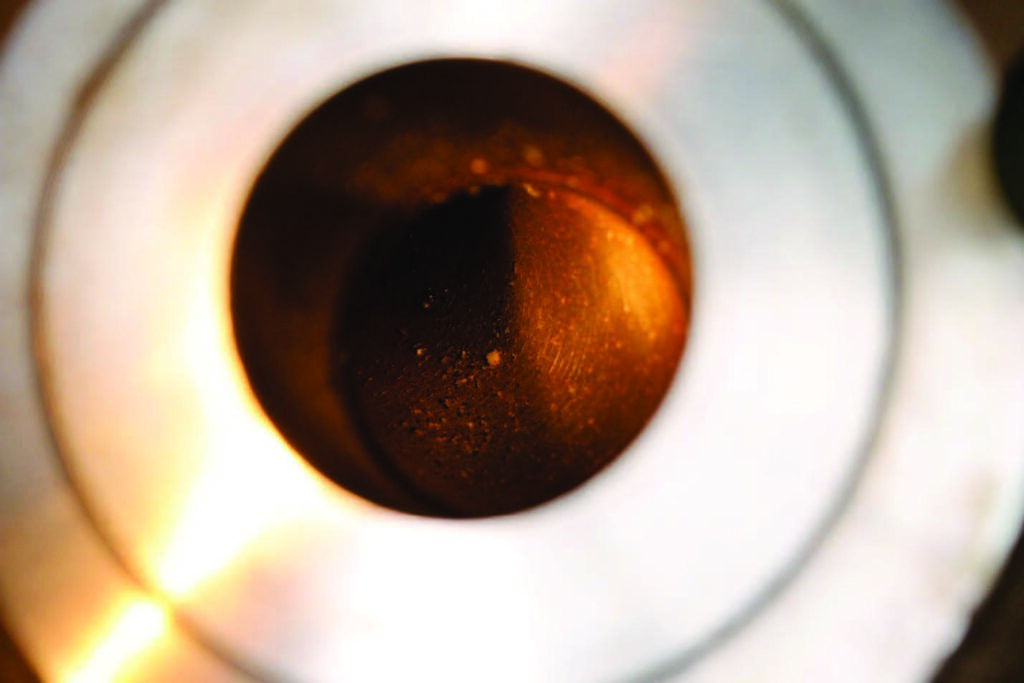
- A hydrocarbon-based lubricant had been applied to upstream valve components during assembly. That lubricant migrated into the oxygen-wetted flow path. Chemical analysis confirmed that the hydrocarbon contamination was well above known ignition thresholds.
- Investigators also identified a substantial amount of fibrous material consistent with shedding from wiping materials used during assembly. These fibers were flammable and not appropriate for oxygen service.
The hydrocarbon residues and fibers accumulated at the upstream seat of the control valve, right where flow dynamics were most severe.
“Brad Forsyth led this case, and he used good practice and some advanced examination techniques,” notes Barry Newton, Ph.D., WHA Chairman of the Board and former CEO. “It really unlocked the event for us when he started recognizing the cleanliness issues and pursuing those.”
Localized heating occurred at the valve seat during oscillatory control behavior. That heating ignited the hydrocarbon contamination. From there, a classic kindling chain progressed: hydrocarbon contamination ignited polymer seat materials, which in turn ignited thin metal components, leading to catastrophic valve burnout.
“We first observed the incompatible lubricant, including evidence of migration, using ultraviolet light-illuminated visual inspection of the upstream butterfly valve at the incident scene,” Brad explains. “Subsequently, FTIR analysis of samples back at our laboratory specifically identified the lubricant as a hydrocarbon compound.
Further Reading: Why Clean for Oxygen Service
Contributing Factors: A System-Level View
While insufficient cleanliness was the immediate cause, the event reflected broader system-level issues common in early-stage commissioning.
Ultimately, oxygen systems must be treated as integrated safety systems — from assembly to commissioning to operation and future maintenance.
Assembly Practices and Awareness
Oxygen systems demand specialized assembly practices. Incompatible lubricants, shedding fibers, and particulate contamination are all credible ignition hazards.
The evidence indicated a lack of full awareness regarding oxygen-specific hazards during assembly and preparation for commissioning.
“Oxygen system cleanliness begins with the initial cleaning of the system components but must also include careful assembly practices to mitigate assembly-generated debris, and subsequent good maintenance practices to mitigate contaminant ingress for the life of the system.” – Brad Forsyth
Commissioning Best Practices
Equally important was how the system was brought online.
One foundational principle in commissioning systems for oxygen, fuel gases, or other hazardous materials is to use inert gases first. Startup using an inert gas like nitrogen can:
- Verify valve function and control stability
- Identify mechanical or instrumentation issues
- Help flush assembly-generated contaminants
- Exercise the system without introducing a combustion hazard
In this case, commissioning best practices were not fully followed. Oxygen was used during early system evaluation while control instability was still present.
“It’s best practice to commission a system first with inert gases like nitrogen. You evaluate the valve function and system operations, and it helps to move assembly-generated contaminants out of the system before you start wetting it with oxygen.” – Barry Newton, Ph.D.
WHA Partnership: From Crisis to Confidence
For the steel mill’s leadership, technical answers were only part of the need. Confidence had to be restored before the facility could safely resume operations.
“We had somebody on site very quickly,” recalls Barry. “We were able to direct the on-site investigation, collect and document the evidence, and determine what needed to be shipped to our facility for further investigation.”
The valve stand assembly — a massive panel several feet wide and nearly ten feet long — was cut out and shipped by truck to WHA’s facility. There, a detailed forensic examination could be performed using specialized equipment.
WHA hosted a joint inspection of interested parties shortly after the hardware arrived.

“Everybody’s looking for a leader in these situations,” Barry explains. “Everyone is looking to protect their interests, which means you need to conduct the investigation with proper procedure and documentation to keep that chain of evidence clean.”
Fortunately, this was not a litigation-driven investigation but a recovery effort driven by the need to resume safe operations at the facility.
“We were able to help this company figure out what to do, what the next step was, how to get back into operation… and we did it quickly.” – Barry Newton, Ph.D.
Moving Forward: Prevention Before Investigation
When oxygen systems fail, WHA provides independent failure analysis grounded in materials science, fire dynamics, and oxygen compatibility expertise.
But the better outcome is preventing these events before they occur.
If your facility uses oxygen in industrial applications, now is the time to evaluate your practices, systems, and procedures.
WHA partners with industrial leaders to:
- Provide pressure system design review and oxygen system hazard analysis
- Validate oxygen cleanliness and cleaning processes
- Provide technical training for personnel
- Audit and certify oxygen equipment suppliers
Contact us to request a consultation with one of our experienced oxygen experts.
Share this entry
Related Articles
Case Study: Steel Mill Industrial Oxygen Fire
In 2013, an industrial oxygen fire tore through a new oxygen supply system feeding an electric arc…

Gwenael Chiffoleau Appointed Chair of ASTM Committee G04 on Oxygen Safety
WHA International is proud to announce that CEO Gwenael Chiffoleau, Ph.D., has been appointed Chair of ASTM…

Guide to ASTM G93-2025: A Risk-Based Update to Oxygen Cleanliness
ASTM G93 is a familiar reference for many engineers who work with oxygen systems. It’s often cited…
Request an expert
consultation
Contact us to request a free consultation with an experienced engineer who can help you better understand your needs and our solutions.